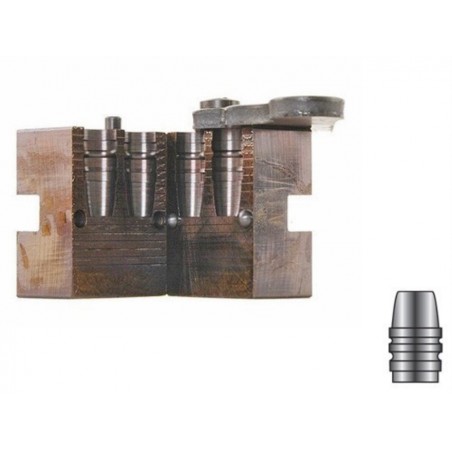
LEE 2-cavity bullet mold designed for precision casting of .45 ACP, .45 Auto Rim, and .45 Colt (Long Colt) caliber projectiles.
This mold produces bullets with a diameter of .452 inches and a weight of approximately 228 grains, featuring a 1R (single groove) design optimized for reliable performance in the specified calibers.
The bullets cast with this mold have a ballistic coefficient of approximately 0.145, providing consistent external ballistics suitable for target shooting and hunting applications.
LEEs 2-cavity molds represent an excellent choice for reloaders and ballistic enthusiasts seeking high-quality bullet molds at a competitive price point, combining durability with precision engineering.
Constructed from corrosion-resistant aluminum alloy blocks, these molds offer superior thermal conductivity compared to traditional iron or steel molds, allowing for faster heat-up and cool-down cycles during the casting process.
Aluminum molds are significantly lighterapproximately one-third the weight of iron or steel moldsreducing operator fatigue during extended casting sessions and improving handling ergonomics.
The mold halves are securely clamped together using sturdy wooden-handled tongs, ensuring a tight seal to prevent any movement or misalignment during lead pouring and solidification, which is critical for producing uniform projectiles.
Note that the indicated bullet weights may vary slightly depending on the specific lead or lead alloy composition used during casting, as alloy density affects final projectile mass.
The included tongs feature wooden grips for heat insulation and comfortable handling, enhancing safety and control when working with molten lead.
Integrated into the mold design is a practical sprue cutter blade that serves as a lead pour gate, facilitating clean separation of the finished bullets from the sprue, streamlining the casting workflow.
For optimal mold longevity and bullet quality, it is highly recommended to thoroughly degrease the mold before initial use and to season the mold by applying smoke or a specialized mold release agent, which helps prevent lead adhesion and improves bullet release.
Never apply grease or lubricant to the interior cavity surfaces of the mold, as this can degrade bullet surface quality and potentially cause defects.
Lightly lubricate the sprue cutter screw mechanism to maintain smooth operation and prevent corrosion, ensuring consistent sprue trimming performance over time.
LEE 2-cavity bullet mold designed for precision casting of .45 ACP, .45 Auto Rim, and .45 Colt (Long Colt) caliber projectiles.
This mold produces bullets with a diameter of .452 inches and a weight of approximately 228 grains, featuring a 1R (single groove) design optimized for reliable performance in the specified calibers.
The bullets cast with this mold have a ballistic coefficient of approximately 0.145, providing consistent external ballistics suitable for target shooting and hunting applications.
LEEs 2-cavity molds represent an excellent choice for reloaders and ballistic enthusiasts seeking high-quality bullet molds at a competitive price point, combining durability with precision engineering.
Constructed from corrosion-resistant aluminum alloy blocks, these molds offer superior thermal conductivity compared to traditional iron or steel molds, allowing for faster heat-up and cool-down cycles during the casting process.
Aluminum molds are significantly lighterapproximately one-third the weight of iron or steel moldsreducing operator fatigue during extended casting sessions and improving handling ergonomics.
The mold halves are securely clamped together using sturdy wooden-handled tongs, ensuring a tight seal to prevent any movement or misalignment during lead pouring and solidification, which is critical for producing uniform projectiles.
Note that the indicated bullet weights may vary slightly depending on the specific lead or lead alloy composition used during casting, as alloy density affects final projectile mass.
The included tongs feature wooden grips for heat insulation and comfortable handling, enhancing safety and control when working with molten lead.
Integrated into the mold design is a practical sprue cutter blade that serves as a lead pour gate, facilitating clean separation of the finished bullets from the sprue, streamlining the casting workflow.
For optimal mold longevity and bullet quality, it is highly recommended to thoroughly degrease the mold before initial use and to season the mold by applying smoke or a specialized mold release agent, which helps prevent lead adhesion and improves bullet release.
Never apply grease or lubricant to the interior cavity surfaces of the mold, as this can degrade bullet surface quality and potentially cause defects.
Lightly lubricate the sprue cutter screw mechanism to maintain smooth operation and prevent corrosion, ensuring consistent sprue trimming performance over time.